



YASCO 316Lステンレス鋼チューブ品質検査
1.外観検査
表面は滑らかで、傷、くぼみ、酸化膜、錆の斑点がなく、2つの切り口は平らで、バリがないこと。
溶接部は、ひび割れや気孔などの欠陥がないか検査する必要があり、表面の色は均一で一貫していなければならない。
2.寸法測定
ノギスやマイクロメーターなどの工具を使用して、外径、肉厚、長さなどのパラメータを測定し、国家規格や契約要件に準拠していることを確認する。
精密パイプは、楕円度と真直度の偏差をチェックする必要がある。
3.機械的性能試験
引張試験により、引張強さ(485MPa以上)、降伏強さ(170MPa以上)、伸び(40%以上)を検出する。
低温靭性の衝撃試験検証(特殊用途パイプに適用可能)
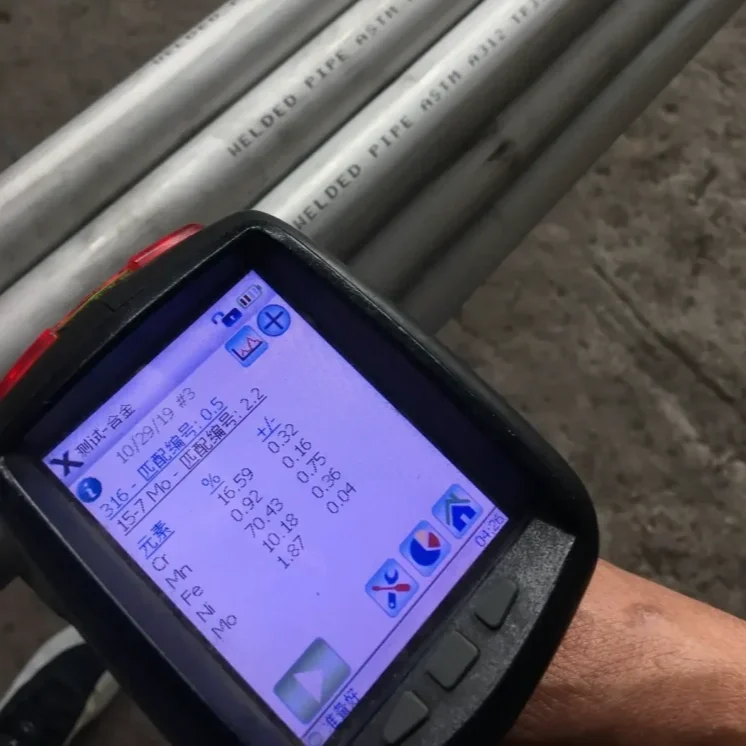
4.化学組成試験
直読分光光度計または携帯型蛍光X線分析装置を使用して、主要元素(Cr:16.5~18.5%、Ni:10~14%、Mo:2~3%など)の含有量を測定し、316L規格24に適合していることを確認する。
5.化学試薬試験
特殊な識別溶液(硫酸銅や316L検出溶液など)を表面に塗布し、色の変化を観察することで素材の真偽を判断する。
6.非破壊検査
超音波探傷試験(UT)または渦電流探傷試験(ET)は、内部の亀裂、介在物、その他の欠陥を検出するために使用される。
金属組織分析:顕微鏡で結晶粒径、介在物分布、オーステナイト組織の均一性を観察する。




ステンレス鋼管仕様
| 手続き | ステンレス鋼溶接管 |
| 寸法 | 10.3mm以上 1372 |
| 1/8″以上 54 | |
| DN6以上 DN1350 | |
| 厚さ | 1.24mmと60mm |
| SCH 5S ~SCH XXS | |
| 単位長さ | 標準またはカスタマイズ |
| 規格 | astm a312、a358、a790、a249、a270......。 |
| JIS G3463、G3448、JIS3468......。 | |
| EN 10217-7, EN10312....... | |
| GB/T12771、HG20537、GB/T24539、GB/T19228、CJ/T151、HG20537.4......。 | |
| DIN17457.... | |
| 表面 | ピクルス |
| ヘアライン | |
| ポーランド語 | |
| エンド・タイプ | プレーン、面取り、ネジ切り、溝付き |
| ジョイント・メソッド | 継手、フランジ、溶接、スレッド |
| パイプ加工 | 溶接、曲げ、穴あけ、パンチング、スウェージング、テーパー加工、フレア加工、エキスパンド加工 |
| 手続き | ステンレスシームレスパイプ |
| 寸法 | 10.3mm以上 914 |
| 1/8″以上 36″ 以下 | |
| DN6以上 DN900 | |
| 厚さ | 1.24mmと60mm |
| SCH 5S ~SCH XXS | |
| 単位長さ | 標準またはカスタマイズ |
| 規格 | GB/T14975,GB/T14976,GB13296,GB5310…… |
| アストマ A312、A213、A269、A376、A511、A959、B677、ISO 15156-3......。 | |
| DIN 17456、DIN 17458、EN10216-5....... | |
| JIS G3463、JIS G3459......。 | |
| 必要な仕様に応じて利用可能です。 | |
| 表面 | ピクルス |
| サンドブラスト | |
| ポーランド語 | |
| エンド・タイプ | プレーン、面取り、ネジ切り、溝付き |
| ジョイント・メソッド | 継手、フランジ、溶接、スレッド |
| パイプ加工 | 溶接、曲げ、穴あけ、パンチング、スウェージング、テーパー加工、フレア加工、エキスパンド加工 |
316Lステンレス鋼管の用途
316ステンレス鋼パイプは、化学処理、海洋、石油・ガス、医薬品などの産業に最適です。316ステンレス鋼パイプは、高温・高圧用途に優れています。その耐久性、強度、加工のしやすさから、重要な産業作業において信頼できる選択肢となります。比類のない品質と長持ちする性能のために、Yasco 316ステンレス鋼パイプをお選びください。

オーシャン・プラットフォーム

化学産業パイプライン

石油・ガス産業


注意
- 塩化物への暴露を避ける: 316ステンレ ス鋼は優れた耐食性を持つが、高濃度の塩化物 (海水や塩水など)に長期間さらされると、 孔食や隙間腐食が発生する可能性がある。このような環境では、適切な材 料を選択するようにしてください。
- ガルバニック腐食を避ける: 316パイプを異種金属に接続する場合は、電気化学反応によるガルバニック腐食を防ぐため、適切な絶縁を確保すること。
- 溶接に関する注意事項: 炭化物の析出を防ぎ、溶接部の耐食性を維持す るため、溶接時には低炭素316Lステンレス鋼溶加材 を使用する。



ステンレス鋼ブラインドフランジのミルテスト証明書
工場検査証明書
- 化学組成
- 商品説明
- 硬度
- 降伏強度
- 引張強さ
- 伸び
- 機械的特性
- 寸法検査と目視検査。